中走丝机床多次切割孔距的误差怎么测算?
时间 : 2019-08-15 16:59点击数 :
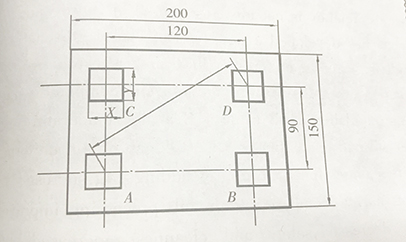
中走丝在2014的文件中规定了多次切割精加工的间距极限偏差和尺寸差的检查,其中孔间距极限偏差的允差有两种情况:1.对于尺寸在90/120mm是±0.015;2.对于对角线(尺寸150mm)为±0.020.孔的X方向和Y方向的尺寸差的允差为0.012.示例:材料为钢,厚度为15mm,加工方孔尺寸不小于10mm*10mm,切割次数不少于2次,加工后的表面Ra≤2.0um。
测量仪器为坐标测量机或者光学测量仪步骤为:
首先将中走丝切割的工件放在测量仪器的玻璃工作台中,使孔距间距120/90分别处于仪器X轴和Y轴测量行程的中间。如有基准边,使工件基准面与仪器X轴运动平行,千分表在工件基准面两端点的读数差不超过0.001mm;对于无测量边的工件,可以用四个孔中任意两个孔的同侧边连线作为测量的基准,为减小基准的调整误差,一般选取孔距为120mm的任意两孔作为标准。
其次,调整立柱首轮和工作台X、Y轴的位置,使所选的孔的边或区域落入显微镜视场中。调整物镜焦距、目镜视度直至影像和分划板米字线清楚的显示在视场中。
然后,调整玻璃工作台左右两个螺钉,使得在移动工作台时,两基准圆弧顶点的影响相对于米字线中央横线的位置一致,此时测量基准视为调平。
移动工作台XY轴,用半宽压线法分别沿着XY方向的每个方孔的加工边进行压线,读取坐标值。
完成以上后,测量中走丝切割方孔的间距,分别求出与设定值的差,对于90/120mm的间距,取间距差值的较大正值和绝对值较大的负值作为间距极限偏差的误差值;对于对角线150mm,取间距差值的较大正值和较小负值作为间距极限偏差的误差值。同时被测量各个方孔XY方向的边长只存,取所有尺寸的大差值作为尺寸差的误差值。
以上就是介绍中走丝机床在多次切割中,孔间距的误差怎么测量的方法,苏州汉奇是一家专业生产伺服中走丝机床的厂家,如有问题,请及时和我们联系沟通。