中走丝多次切割加工八方的尺寸精度与粗糙度测量
时间 : 2019-08-15 16:57点击数 :
根据2014的标准中规定了中走丝多次切割八方的尺寸精度与表面粗糙度的检查,其中,纵、剖面的尺寸极限偏差的允差为±0.008,纵、横剖面的尺寸差的允差为0.010;表面粗糙度的允差为Ra1.6um。该检查项目对加工条件的规定如下:工件材料为钢,厚度为40mm。加工形状为正八棱状形,它们的相对面距离尺寸为20mm,平均加工速度大于40mm2/min,并且切割次数不少于两次,也就是割一修一,通常需要割一修二才能达到良好的表面光洁度,测量仪器可以为千分尺、量块或者是表面粗糙度仪。
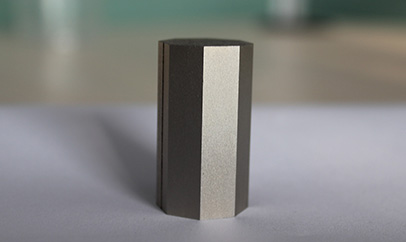
(苏州汉奇数控中走丝切割的八方)
1.纵、横剖面的尺寸极限偏差的测量
在八方工件厚度方向上的中间及距两端面割5mm的三个位置,测量四组相对平行面间的距离,并分别计算测量尺寸与基本尺寸的差值,取大的正值与负值为误差值。
2.纵、横剖面的尺寸差的测量
在八方工件厚度方向上的中间及距两端面割5mm的三个位置,测量四组相对平行面间的距离,取所有尺寸大的差值作为误差值。
(苏州汉奇数控中走丝机床HQ-400GS)
3.表面粗糙度度的测量
在一加工表面的中间及距离两端各5mm的位置分别测量表面粗糙度,并且计算平均值。对八方工件的八个面分别测量以及计算之间的误差,就能够得到表面粗糙度。
以上就是介绍中走丝多次切割八方测量尺寸精度以及粗糙度的方法,苏州汉奇数控是专业生产伺服中走丝与电火花的厂家。

