伺服中走丝线切割机床如何割准锥度
时间 : 2018-08-20 11:40点击数 :
上面说了锥度的加工方法,其中说到H1/H2的值决定实际加工出来的尺寸大小,因为我们用高度尺测得的值是有比较大的误差的,所以加工出来的实际尺寸与要求尺寸有出入,那么如何能加工出来实际与要求同样的尺寸呢?说到底就是怎么能测准H1/H2的值的问题;
这里分享一下个人总结的一个方法,首先画出一个10*10的方形,做一个加工外形的2°的锥度程序,以下表面为准,上小下大,只用加工一刀,无需修刀;其中H1/H2的值先按照前面说的方法测量一下,对应输入,加工出零件,并用投影仪测出大头与小头的实际尺寸和工件高度;
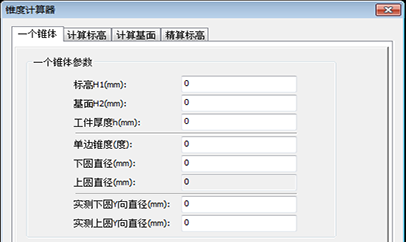
点击“AUTOCUT”选择“锥度计算器”“一个椎体”把测量出的H1/H2的值输入到对应的框内,工件厚度就是测出来多少就输多少,单边锥度输2°(做的2°的程序),下圆直径输10(因方比圆好测量所以就加工方),这时系统自动计算出上圆直径;接着把用投影仪测得的实际尺寸对应输入,点击计算,系统计算出一个H1/H2的值,把这两个值精确到0.001输入到锥度设置里面,再加工锥度就比较准确了!