伺服中走丝线切割机床AUTO CUT加工编程教程
时间 : 2018-08-17 11:12点击数 :
一:直身图形的程序生成
本机床软件为图形驱动软件,直观明了,无需记代码计算步数,用AUTOCAD生成加工程序简单方便,易学易用!做程序步骤为;做图→选择加工轨迹→选择加工参数→指定穿丝点→指定切入点→选择加工方向→选择钼丝偏移方向→生成加工程序→发送加工任务
1:做图:首先在CAD里面做出零件图形(CAD做图方法请参考《AutoCad操作指南》等资料)
2:选择加工轨迹:点击Autocat选项如图
生成程序功能有对应的快捷方式:生成加工轨迹,多次加工轨迹,生成3位编码多次加工轨迹,修改加工参数,发送加工任务,运行加工程序;
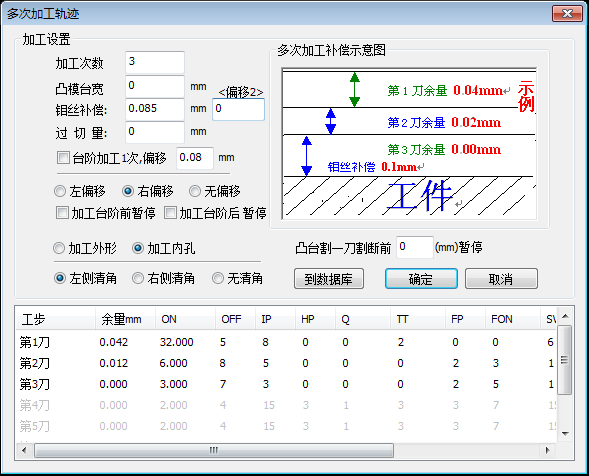
选择“多次加工轨迹”弹出程序参数设置界面
3:选择加工参数:点击“到数据库”根据产品材料厚度、材质、工艺要求(需不需要修刀、修几刀)选择合适的加工参数,点击“确定”加工参数选择完成,返回加工设置界面。
在加工设置界面
“加工次数”显示当前程序的加工次数;
“凸模台宽”设置加工凸模时台阶的宽度,凹模没有为0;
“钼丝补偿”设置程序补偿量,实数的补偿量1刀时为0.1,2刀或3刀时为0.085!数据库内补偿量为参考值,实际情况会有0.005mm-0.01mm的变量;
“偏移2”为在特殊情况下要求实际加工尺寸比图形尺寸相差超过0.2mm时使用;“过切量”全部为0;
“台阶加工1次,偏移ɑmm”为设置加工凸模时台阶的尺寸,当ɑ+钼丝补偿值>0.1时台阶比实数大,=0.1时台阶尺寸=实数,<0.1时台阶尺寸<实数。加工内孔时不勾选;
“左偏移、右偏移、无偏移”指定相对与钼丝前进方向钼丝中心线在图形的左侧还是右侧或者是不偏移;
“加工台阶前暂停”勾选后程序在加工凸模台宽前会暂停下来,加工内孔时勾选则加工完第一刀时暂停;
“加工台阶后暂停”勾选后程序在加工凸模台阶后会暂停;
“加工外形”凸模及不封闭图形一律选择;
“加工内孔”凹模选择;
“左清角、右清角、无清角”设置加工时需不需要清角、清角方向;
“凸台割一刀割断前xmm暂停”有凸模台宽时在凸台割断前xmm暂停;
4:指定穿丝点:指定程序的开始点;
5:指定切入点:指定从图形某一点开始加工;
6:选择加工方向:移动鼠标选择程序的加工方向;
7:选择钼丝偏移方向:用鼠标指示程序的偏移方向,此功能同“左偏移、右偏移、无偏移”功能相同;
8:生成程序:如图绿/白色线为原图线,红色线为轨迹线。在程序上可以看出加工方向和钼丝偏移方向。
9:发送加工任务:点击快捷方式后弹出选择加工卡界面,选择“1号卡”,依次点击或框选要加工的程序,加工顺序与选择的顺序对应。
10:不封闭图形程序的生成:在加工过程中不只有正常的封闭图形,还有大量只需要加工一部份的不封闭图形。本软件针对这类加工需求做了大量优化,现在做不封闭图形只需要注意一下几点包您使用起来得心应手;
(1)所有不封闭图形都选择“加工外形”
(2)加工参数请参照数据库
(3)确定好起始点和切入点,选择好切入点后选择加工方向,当程序检索到图形尽头时点击“Enter”/“空格”/“鼠标右键”进行确认
(4)分清楚结束点的位置,当加工次数为奇数时结束点在切入点对边,当加工次数为偶数时结束点和切入点为同一点
(5)用鼠标指定钼丝偏移方向;程序生成
11:做程序时的注意事项:不管在做封闭或者是不封闭图形时都要先选择加工参数,所有直身程序都用“多次加工任务”生成程序;