分享操作汉奇伺服中走丝的一篇工作日志
时间 : 2019-08-20 16:12点击数 :
一位来自山东的小伙子,专业是机电一体化,来汉奇参加维修培训班学习前,,经历了七天的学习实操,用汉奇伺服中走丝HQ-400EZ很稳定切割出很好的粗糙度,年纪人思想活跃,不受条条框框限制,依照苏州汉奇公司从前的多次切割工艺参数设置,修刀过程参数都添加‘’负压(FP FON)。
往往实际修刀中,因放电能量太小不支持修刀余量的需求,产生‘’修不动‘’,小伙子没有象我们因循守旧,照本宣科,敢于尝试,在割一修三的切割中,保留修一,修二的‘负压’参数,利用FP/FON提升粗糙度的功效,而z后一刀大胆减掉‘’负压‘’,选用小脉宽,小电流维持修刀稳定性,经多次重复试割,把粗糙度控制在很好的范围。敢于挑战,敢于尝试,敢于创新,汉奇数控的中走丝机床加工的指标会超出我们的想象!
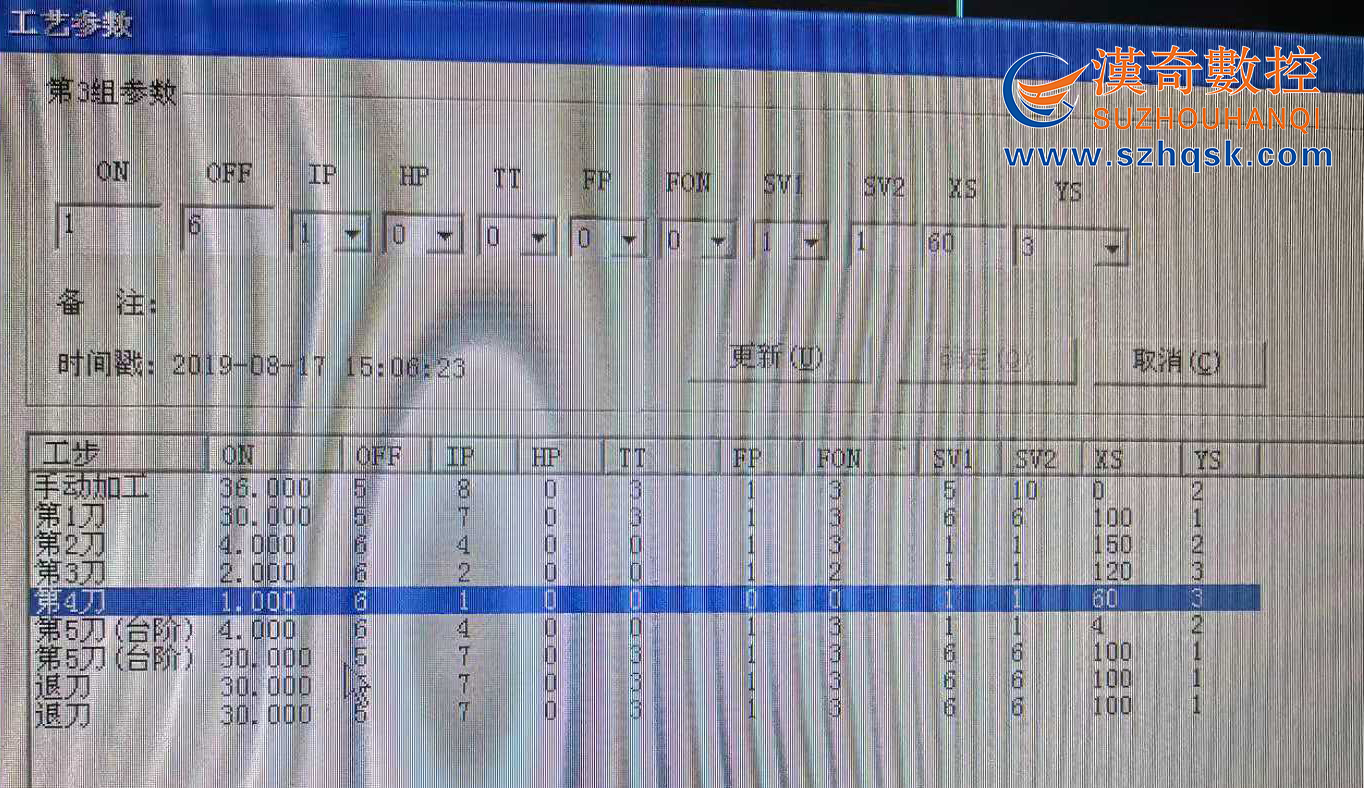
现在汉奇中走丝(料厚30以内,热处理DC53,SPK808水基浓度12)达到这一要求,就能出好效果,以下附上修刀参数。(文:曾学达)